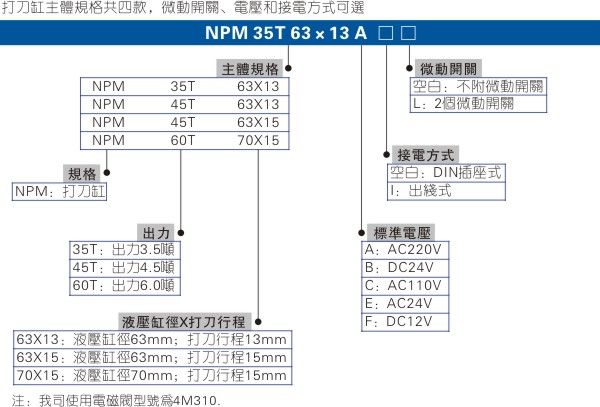
NPM系列打刀气缸
产品特性: 1.特殊的密封材料确保液压缸的密封性能。 2.液压缸筒经过特殊处理,大大提高了耐磨性和耐腐蚀性。 3.具有...
成交次数:107次


1.特殊的密封材料确保液压缸的密封性能。
2.液压缸筒经过特殊处理,大大提高了耐磨性和耐腐蚀性。
3.具有主轴吹气功能。

设置和测试
1.用作主轴工具缸,用于垂直主轴,固定并垂直安装在带有支架的主轴箱平面中。
2.固定刀架支架的固定表面应垂直于主轴轴线,公差不得超过0.05mm/100mm,以防止刀架倾斜。这在气缸壁上施加了力。它会影响制刀的使用寿命。
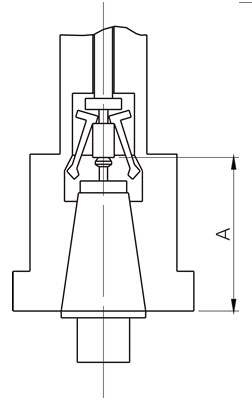
3.调整刀的行程位置。安装打孔缸时,请调整主轴的行程位置。气缸的上腔通风,液压活塞杆推动主轴的张紧杆。冲头缸完全伸出后,刀架应能够推动主轴孔并测量距离A。将拉杆的末端连接到主轴的末端(参见图片)。锯切工具的数量应由所使用的刀库操纵器的移动量确定。通常BT30主轴的顶刀为0.2〜0.4mm,BT40主轴的顶刀为0.4〜0.7mm。 BT50主轴顶部的刀具数量为0.5到1毫米。但是,它不应少于锯片的最小数量。
4.要调节距离“ A”,首先松开防松垫圈,然后调节紧定螺钉与拉杆之间的距离。调整后,进行工具测试并测试A,直到达到所需的值,以查看是否可以松开和移除工具而不会过度伸展。否则,刀库中的刀臂可能会弯曲并损坏主轴。将其拧入锁紧垫圈。
5.调整工具位置后,检查主轴是否带刀。主轴上拉杆的尾部不得与压紧螺钉接触。在上述情况下,您需要调整工具拉杆的长度,工具的行程或选择行程更大的工具缸。
6.调整微动开关的位置。微型开关的位置与自动换刀程序直接相关,必须仔细考虑。调节两端的每个微动开关。将压力杆置于极限位置,将微动开关缓慢移至撞针,然后,当开关移动(听到弹簧声)时,将开关向下按0.5至1.5 mm以将其锁定。那。延迟继电器应添加到PLC电气控制图中,并且延迟时间应合理设置,以调整工具拔出,拉削和刀库的动作,以防止工具过早拔出或过早释放。
指导方针
1.在主轴冷却之前,应将停止前的最终加工刀具送回刀库,并且应避免将刀具长时间留在主轴上的不良习惯。否则,将出现约10%的工具。由于长时间的加热,夹持器会膨胀和收缩,冷却液的腐蚀会导致工具手柄生锈,从而防止工具撞击。
2.压缩空气源必须干燥且清洁。必须经常排空空气供应,以处理三个组件中积聚的水。否则,电磁阀的寿命将大大缩短,刀架将无法正常工作。
3.压缩空气压力应稳定,压力应保持在0.6〜0.8MPa的范围内;如果压力太小,刀筒的输出功率不足,如果油压过大,则会影响油封的寿命。压力太高。要控制气体回路压力的最小值,您需要在气体回路中添加压力开关检测功能。4.切纸滚筒的安装表面必须垂直于主轴轴线,公差为0.05mm/100mm。
5.电磁阀线圈电压必须符合要求(通常为DC24V)。
6.建议对油杯使用ISO VG32耐磨液压油,在初次加油期间,刀筒必须上下移动几次,以排出油筒中的空气。油杯中的水位必须在网格线之内。
7.定期检查油杯中的液压油,并及时补充或更换液压油。通常,一次润滑应使用6个月以上,如果将间隔缩短到1个月以进行后续润滑,则建议更换油封。必须使用来自同一制造商的相同类型的液压油进行补油或更换,并且不得混合使用不同的液压油。
8.选择合适的刀筒,以免打得太大或太小。通常,它应该是主轴冲压力的3到4.5倍。
40#主轴通常使用3.5T冲孔缸。
50#主轴一般使用4.5T冲孔缸。
50#大功率主轴通常选择6T冲孔缸。